想象一下,有一家工厂,生产24小时运转。产品被存放在仓库中。进出订单以随机方式进入。输入始终是恒定的,但输出仅在白天进行。由于存储内容必须保持不变,这意味着在执行存储输出的时间段(白天)内,必须执行相对于输入周期更多的输出移动。白天是存储的“高峰时间”,因为大多数移动必须在白天进行。在白天,输出的概率是输入概率的两倍。因此,您可以将其与掷骰子游戏进行比较。骰子上的三分之一数字被涂成红色,然后红色将表示发生输入。骰子上的三分之二数字被涂成蓝色,然后蓝色将表示发生输出。

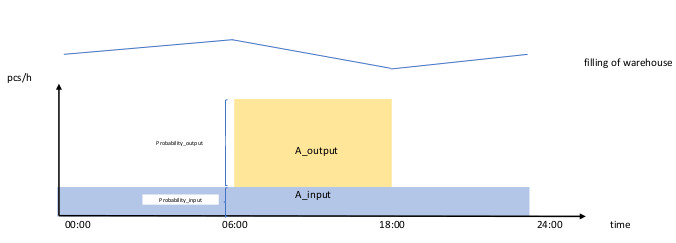
在图像中,顶部的锯齿形线表示存储填充。当线条上升时,存储被填充,当线条下降时,存储被清空。由于存储填充较慢,上升斜率是下降斜率的两倍。在下图中,每小时的填充率标记在时间轴上。存储的输入(蓝色)在时间轴(x)上是连续的,因为工厂全天候运行。y轴标记每小时进入存储的件数。浅红色区域是白天的存储输出。因此,如果存储内容在几天或几周内保持不变,则Area_output(=输出件数
工人可以执行3种不同类型的移动: 1.) 输入周期 2.) 输出周期 3.) 组合周期 组合手段:输入一个物品,然后紧接着从存储中取出一个物品,一次性完成。组合周期比简单地添加输入和输出周期更快,因为涉及的停机时间更少。因此,考虑组合周期对存储吞吐量的积极影响至关重要。对于所有输入、输出和组合周期的循环时间,对于计算存储的可能吞吐量很重要。在上面的掷骰子游戏中,这将意味着“当我们有一种情况时,蓝色数字后面跟着红色数字”,在这种情况下,这将是“幸运” (或者更好:节省时间)的组合。那么问题是,可以组合多少个输入和输出周期,以最大限度地利用组合周期的优势。
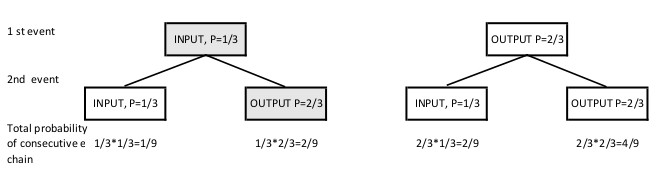
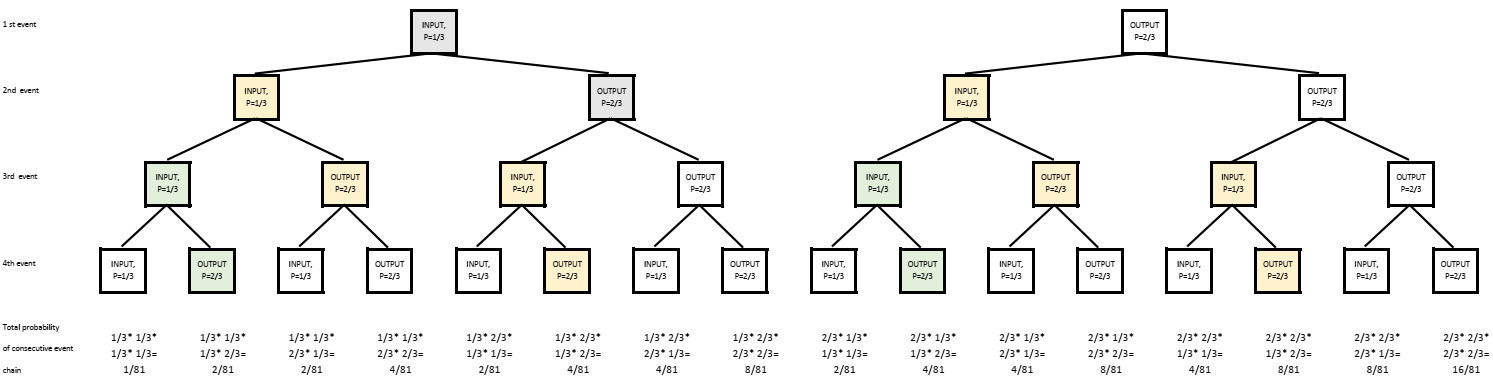
工人能够执行组合移动的概率是多少?从最简单的情况开始,只有两个连续的动作。因此,第一个动作可以是输入(概率1/3)或输出(概率2/3)。在第一个动作之后,下一个动作的概率与之前完全相同(1/3对2/3)。因此,我们有4种不同的运动组合,每个连续事件链具有不同的概率。然而,总体概率为1/9 + 2/9 + 2/9 + 4/9 = 1。但这个数字没有给出单独的组合周期,也没有考虑到组合周期减少了总步骤数。
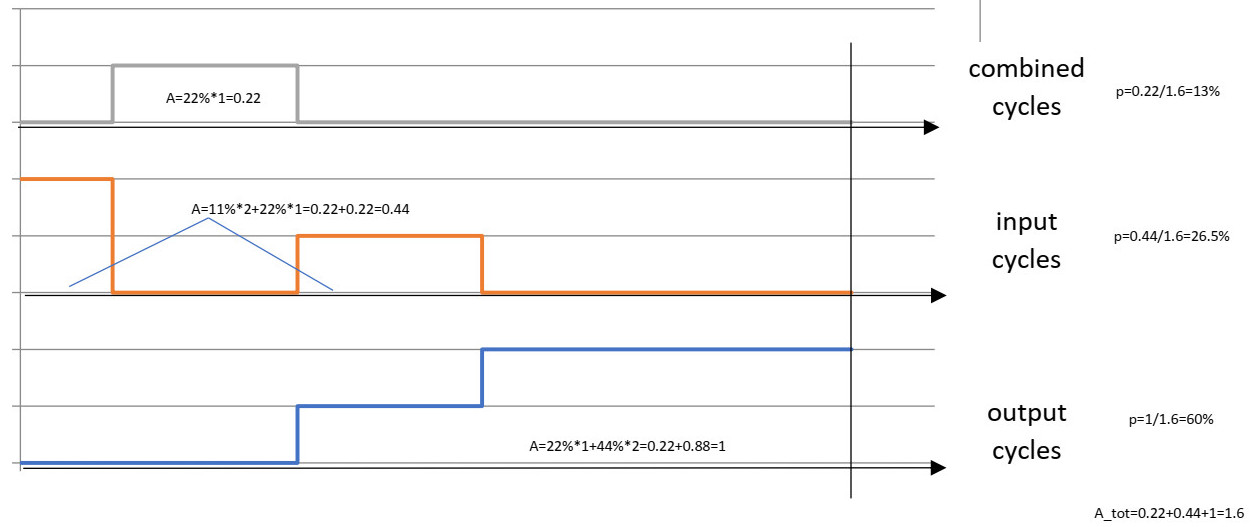
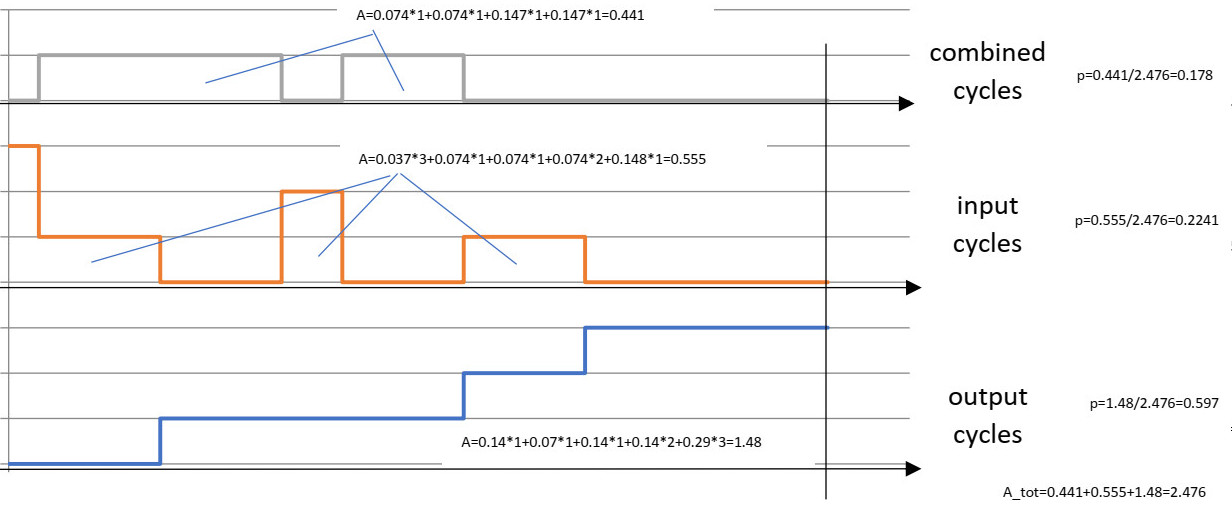
在图表中,显示了树状图,但按比例制作,但x轴上绘制了每个事件进展的概率份额。最低的蓝色曲线表示输出动作的比例。因此,在上面的“树状”图中显示为右分支的事件过程是第一个事件作为输出(p = 2/3),然后作为输入(p = 1/3),总概率为2/9 = 22%,现在是阶梯曲线上的第一步(因为我们谈论的是一个输出事件)。总共有两步,步宽为22%。而且上部“树状”曲线的外右-右分支是蓝色曲线的下一步,其宽度为44%(= 2/3 * 2/3 = 4/9)。步骤高度为2,因为我们有2个输出事件。 同样,红色曲线显示了输入周期的概率,但按比例显示。最陡峭的部分位于左侧,它表示上面树状图的外左分支,概率为1/3 * 1/3 = 1/9(11%),因此这是下降的浅红色阶梯曲线的第一步的宽度。该步骤的高度为2,因为这是两个输入动作一起。在中间还有一块,宽度为1/3 * 2/3 = 33%,高度为1。 顶部的灰色曲线显示了组合周期的一部分,该部分在树状图中以灰色标记。宽度(概率的同义词)为1/3 * 2/3 = 2/9 = 22%,高度为1,因为我们只有一个事件。如果没有组合周期的“协同”效应,则该块的高度应为2,但由于我们只有一个动作,因此该块的高度仅为1。 这三条不同曲线下的面积表示各自事件的概率。因此,输出周期曲线下的面积为0.22 * 1 + 0.44 * 2 = 0.22 + 0.88 = 1。输入曲线下的面积为0.11 * 2 + 0.22 * 1 = 0.44,组合周期曲线下的
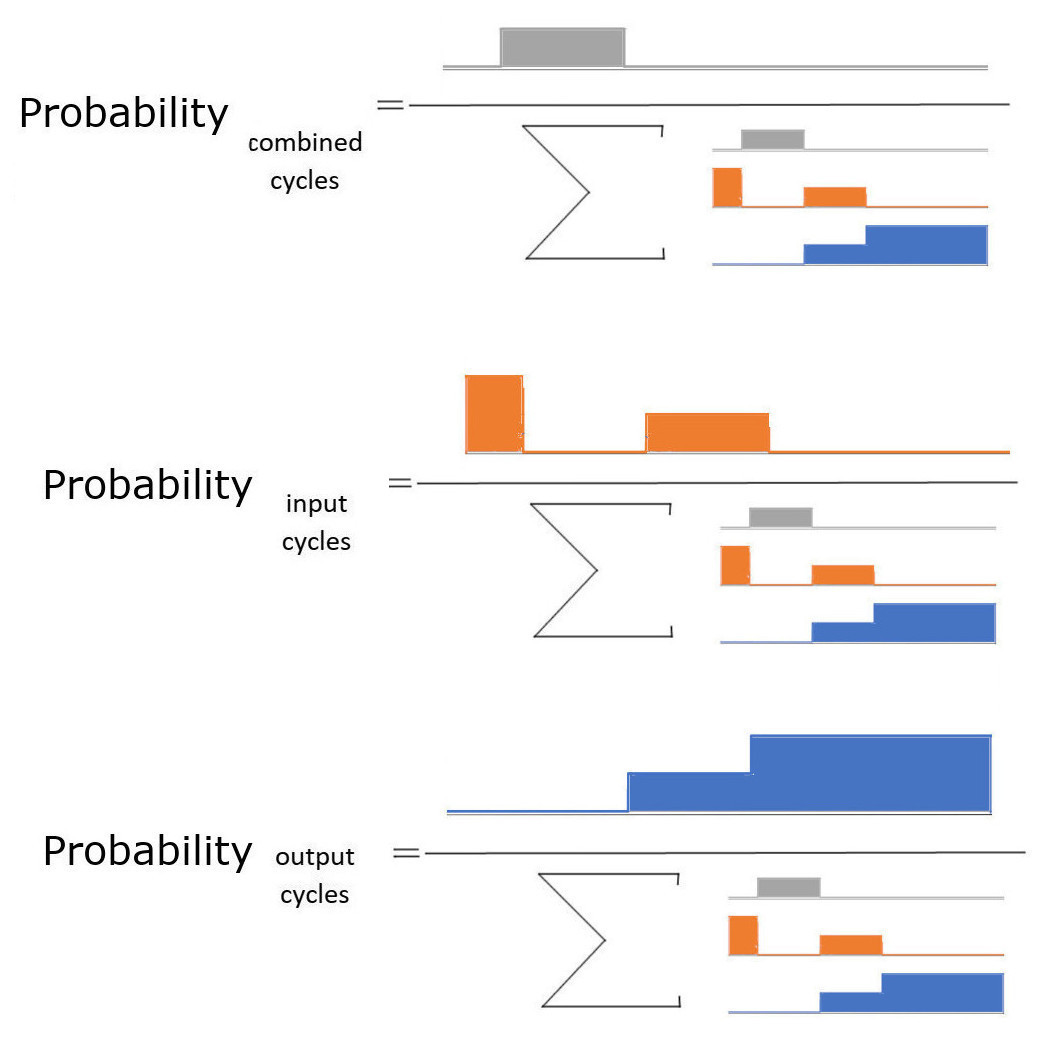
不同事件(组合、输入、输出)的概率是各自事件的面积。 除以所有事件的总面积。

审查的下一步是添加另一个步骤,因此我们将有3个连续事件。组合周期现在在总共八种不同的可能事件中出现三次。因此,根据连续事件的数量,可能性始终为2的事件数量次方。因此,3个连续输入事件的链为1/3 * 1/3 * 1/3 = 1/27 0.037 = 3.7%,这不是一个很大的数字。
因此,对于3个连续事件,组合周期的概率为18%,输入周期的概率为22%,输出周期的概率为60%,所有概率的总和当然为100%。我们还可以看到,我们的“阶梯曲线”多了一个步骤,总共有三个步骤,但组合周期曲线只有一个步骤。
由于我们现在有了这个程序的例程,并且我们变得越来越好奇,我们可以继续制作具有四个连续步骤的树状图。
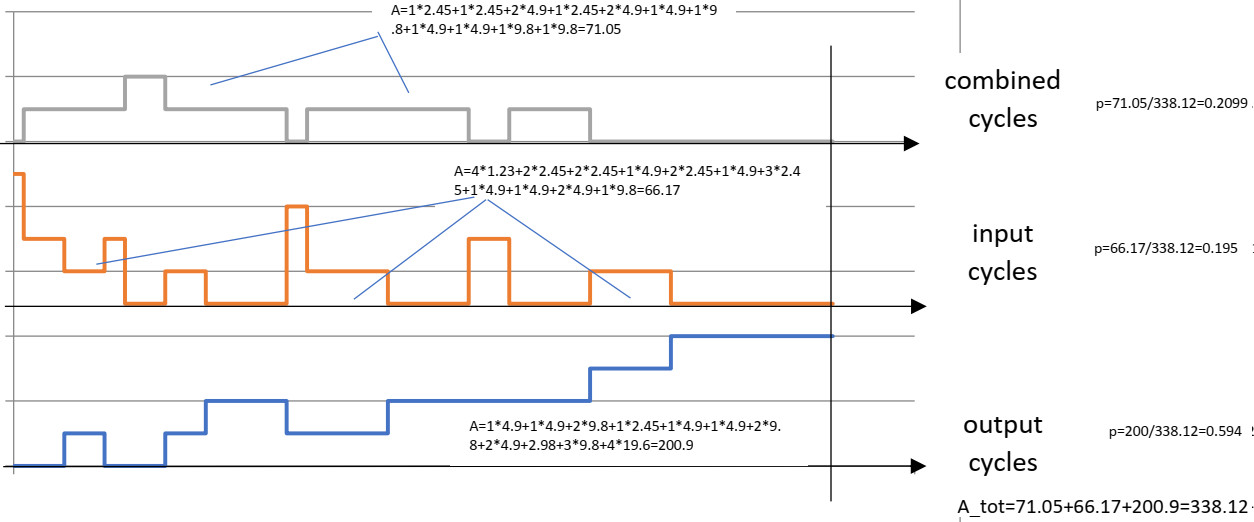
不幸的是,在纸张宽度方向上存在空间问题,似乎无法将更多分支容纳在此树状图中。但是概率方案可以继续进行,尽管步骤宽度变得越来越小。但它提供了一个定量概述,可以实现多少组合周期与输入和输出周期相比,因为比较了三条不同曲线下的区域。
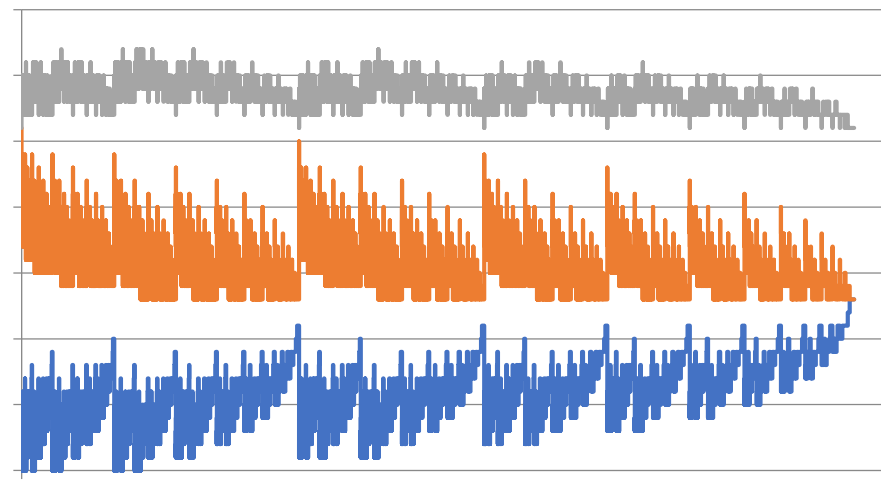
通过继续增加事件的数量,组合周期的概率接近26%,输入周期的概率为16%,输出周期的概率达到约58%。
到目前为止,所有想法都基于工厂全天候运行且白天产量为每天12小时的假设。另一个问题是,当白天为16小时时,情况会如何,这相当于三班制的一天,其中两个班次可用于装载工作。是否有可能,即使装载每天24小时进行,所有周期都可以以组合模式执行?
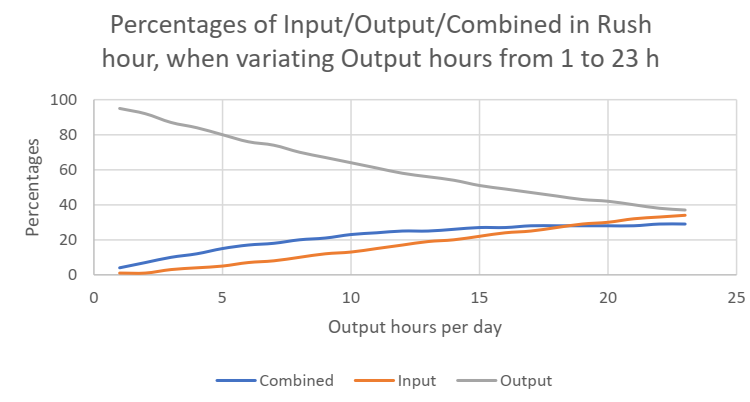
这条曲线,其中白天的输出时间是可变的,有点理论化,因为它还显示了一个不现实的情况,例如,当每天的输出时间非常少(比如只有1小时)时,在高峰时段几乎所有动作都必须是输出动作,因此不可能进行任何组合,也不可能进行输入。但这是一个相当不现实的场景。在曲线的另一端,各种动作(输入、输出和组合)的比例相当均匀,几乎像1/3 - 1/3 - 1/3。但与预期不同,组合周期永远无法完全利用,显然是由于过程的随机性质,无法预测或控制接下来会发生哪种不同的动作。
用于计算上述图表的Python语言程序。